Application of Friction Stir Welding Technology in Battery Tray Manufacturing

1. Basic principles of Friction stir welding(FSW)
After the high-speed rotating stirring head is inserted into the workpiece, it moves along the welding direction. The contact area between the mixing head and the workpiece generates heat through friction, which softens the plasticity of the surrounding metal, due to the movement of the stirring needle, softening layer metal filling the cavity behind the stirring needle.
At present, Friction Stir Welding(FSW) is mainly used for the connection of aluminum, copper, magnesium, titanium and other medium or dissimilar materials.
2. Friction stir welding (FSW) process
At the beginning of welding: Put the shaft shoulder and mixing tools with needle protrusions, which are rotating at high speed, into the welding area of the welded part to be welded. Shaft shoulders can be used simultaneously to prevent material overflow in a plastic state.
During the welding process: The frictional resistance between the stirring head and the welded material generates frictional heat, softening the material and causing plastic deformation, and releasing plastic deformation energy. When the stirring head is driven to move forward along the interface to be welded, the thermoplastic material is transferred from the front to the rear of the stirring head, And under the forging action of the mixing head shaft shoulder, realize solid phase connection between workpieces.
At the end of welding: Stirring head spin transfer out parts.
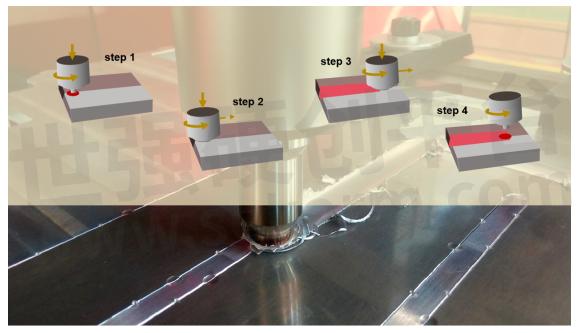
Friction Stir Welding Process
3. Technology and characteristics
Small deformation: Materials do not need to be melted, with low heat input and minimal deformation;
High adaptability: Not affected by environmental temperature and humidity, widely adaptable;
Excellent performance: The welding zone forms a dense "forged structure" without bubbles or shrinkage defects;
Environmental protection and safety: The welding process does not produce arcs, smoke, splashes, etc., which is safe, green, and environmentally friendly.

Compared with ordinary fusion welding schemes, friction stir
welding has the following outstanding advantages:
² Belonging to solid-state welding technology, there is no melting of welding materials during the welding process;
² The quality of the welded joint is good, and the weld seam is a fine-grained forged structure without defects such as pores, cracks, and slag inclusions;
² Not limited by the position of the weld seam, it can achieve welding in various forms of joints;
² High welding efficiency, can achieve single pass welding forming within the thickness range of 0.4-100 mm;
² Low residual stress and small deformation in welded parts can achieve high-precision welding;
² High joint strength, good fatigue performance, and excellent impact toughness;
² Low welding cost, no welding process consumption, no need for wire filling and protective gas;
² Welding operation is simple and easy to achieve automated welding.
Application of Friction Stir Welding Technology in battery tray Manufacturing
Aluminum alloy has many advantages such as low density, high specific strength, thermal stability, good corrosion resistance and thermal conductivity, non-magnetism, easy forming, and high recycling value, making it an ideal material for lightweight design of battery packs.
At present, the lightweight effect of the Aluminum Alloy Battery Tray and plastic top cover scheme is significant and has been adopted by many car manufacturers. The battery tray adopts a scheme of aluminum extrusion profile+friction stir welding+MIG welding, which has low comprehensive application cost, meets the performance requirements, and can achieve the integration of the circulating water channel of water-cooled batteries.
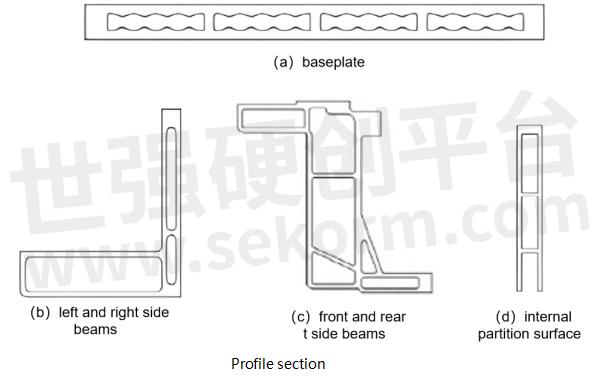
A typical battery tray is mainly composed of an aluminum alloy profile frame and an aluminum alloy profile bottom plate, which are welded together using 6-series extruded profiles, as shown in the following figure:

Aluminum Alloy Battery Tray
Section structure and material:
The frame and bottom plate are made of aluminum alloy extruded profiles, and the materials are generally 6061-T6 (yield strength 240 MPa, tensile strength 260 MPa), 6005A-T6 (yield strength 215 MPa, tensile strength 255 MPa), and 6063-T6 (yield strength 170 MPa, tensile strength 215 MPa). Consider which specific brand to choose based on factors such as cross-sectional complexity, cost, and mold consumption.
Technical difficulties:
The frame and bottom plate are the carriers of the battery module, which requires high strength. Therefore, double-layer cross-sections with cavities are generally selected to ensure strength. The thickness of the bottom plate is generally about 10mm and the wall thickness is 2mm. Less use of single-layer aluminum panels.
The typical cross-section of the frame is composed of multiple cavities, made of 6061-T6 material, with a wall thickness of 2mm at the thinnest point.
The typical cross-section of the bottom plate consists of multiple cavities, including an upper protrusion, which is mainly used for the installation of battery modules. The cross-sectional size is relatively large and the thickness is only 2mm, and the material is generally selected as 6005A-T6.
Walmate's Battery trays and energy storage liquid pack boxes have become the preferred choice for many new energy vehicle manufacturers, energy storage product manufacturers. At the same time, we also provide professional technical services and look forward to conducting good technical exchanges with you.
Solutions:
The bottom plate and bottom plate, as well as the bottom plate and frame, are mainly connected by friction stir welding. The weld strength can reach about 80% of the base material.
The bottom plate profile is stir friction welded with a joint, and the bottom plate is welded with a double-sided butt joint between the bottom plates. Double sided welding has high strength and small deformation.
The double-sided stirring friction welding joint form between the frame and the bottom plate. To reserve enough space for the mixing head, the extension length at the connection between the frame and the bottom plate should be long enough to avoid interference between the frame and the mixing head, and to avoid increasing the size and squeezing difficulty of the frame profile. But double-sided welding has high strength and small deformation, which is also its main advantage.
- +1 Like
- Add to Favorites
Recommend
- Discussion on the Development of Battery Tray for New Energy Vehicles
- How to effectively prevent or reduce the impact of thermal deformation of battery tray welding?
- An overview of Power battery heat dissipation
- What is a Lithium-ion Battery Cell, Battery Module, and Battery Pack?
- 2022 Commercial UAV EXPO | Grepow shows it‘s key products: Tattu Smart Battery, Smart Drone Battery, and TA3000 Charger
- Modular Battery Different than Ordinary Battery
- Is the Button Battery a Lithium Battery or a Dry Battery?
- Omnergy Brand Blister Package Lithium Battery- Compact Lithium Battery with Strong Battery Core, Intelligent Application of “strong Core“ Design
This document is provided by Sekorm Platform for VIP exclusive service. The copyright is owned by Sekorm. Without authorization, any medias, websites or individual are not allowed to reprint. When authorizing the reprint, the link of www.sekorm.com must be indicated.
Integrated Circuits












































































































































































































































































































































Discrete Components


























































































































































































Connectors & Structural Components





























































Assembly UnitModules & Accessories
















































































































Power Supplies & Power Modules






Electronic Materials





































































Instrumentation & Test Kit









































Electrical Tools & Materials





Mechatronics










Processing & Customization






















































