West Australian Heavy Industries Benefit from Coherent Direct-Diode Laser Technology for Efficient Component Cladding

Daniel Rhind has worked with surface coatings for 20 years and is keenly aware of the advantages of laser cladding over other methods for repairing worn metal parts. He’s so enthusiastic about laser cladding that he started his own company – APEX ETG – to bring the benefits of the technology to industries in Western Australia.

But, as a business owner, he is just as focused on cost and productivity as he is on the quality of results. So, to remain successful, his laser cladding equipment must meet several different requirements.
First, it must clad rapidly. This enables him to complete the many jobs he gets for resurfacing very large parts in the oil and gas, mining, and construction industries in a timeframe that satisfies his customers.
Next, he requires operational flexibility. He wants each cladding system in his shop to perform the widest possible range of tasks – so that each is running all the time. This maximizes productivity and returns on investment. Productivity is further enhanced if he can switch a machine between jobs with minimum downtime and difficulty.
The other big factor in productivity is equipment reliability and uptime. A laser cladder that is down isn’t generating revenue or paying for itself.
Finally, he needs high-quality results. The success of APEX ETG depends heavily on repeat business – for example, ongoing programs to recondition hydraulic cylinders for mining companies. He only retains these customers by delivering the right mix of quality results, quick turnaround time, and of course price. “Our customer’s success is also our success,” Daniel explains.
To meet all these needs, APEX ETG depends on laser cladding systems based on COHERENT HighLight DD series products. These are diode-lasers that offer up to 10 kW of output power. They produce a free space (rather than fiber-coupled) beam that can readily be formed into a rectangular shape over a wide range of dimensions. A simple change in the beam delivery optics can produce beams of anywhere from 1 mm to 12 mm in width and 6 mm to 36 mm in length. Both pressurized and gravity-feed powder nozzles are also available from Coherent to support high deposition rate cladding.
THE DIRECT-DIODE ADVANTAGE
“If you asked most people in my industry, and especially the vendors that sell this equipment, they would tell you that the best tool for a large area cladding shop is a fiber-coupled diode laser. They would say you can take one fiber-coupled diode laser and then connect it to various processing heads as needed to perform different jobs,” notes Daniel. “But, as someone who has done a lot of laser cladding, I can tell you that is exactly the wrong answer. The problem occurs with job changeovers. If I’m doing one job with a 6 mm long line beam, and the next job requires an 18 mm beam, then I have to change to a different cladding head. That requires realignment and adjustment – and that takes time.”
“The common perception is that someone can buy a single fiber-coupled diode-laser system and a bunch of different process heads and then they can do everything. And maybe they can – but they can’t do it fast and efficiently. And when that equipment is down for changeovers, you’re not making money. That limits your ability to do high-speed, large-area cladding,” he adds.
“In contrast, using the HighLight DD, I just swap the optics in the process head to change line dimensions – and start the process again. It only takes a moment. And I can get laser lines long enough to clad even really large areas in a timeframe that makes economic sense.”
“Of course, I’m not saying there’s something wrong with fiber coupled systems. I have several myself and use them extensively. They’re a cost-effective tool for cladding smaller areas on lower value parts. But they don’t deliver the flexibility that is often promised. And they certainly aren’t the right for the large area cladding tasks that have become a big part of the business at APEX ETG. They wouldn’t make economic sense for that.”
CLADDING IN ACTION
The 10 kW Coherent HighLight DD direct-diode laser has enabled APEX ETG to perform cladding jobs that have never been done before in Western Australia – and maybe nowhere else in the entire world. One example is “hardfacing” a mining excavator “bucket.” This is the huge scoop on the excavator that picks up earth. The particular bucket presented to APEX ETG had a volume of 42 m³ – quite literally the size of a school bus.
These buckets become worn through use and are eventually resurfaced with new material to keep them usable. In the past, this meant welding thick chromium carbide/tungsten “wear plates” onto the bucket. Each plate might be about 3 m x 1 m, so quite a few are required to cover the entire bucket surface.
However, welding wear plates has some significant drawbacks. First, it’s a time consuming and labor-intensive process. Next, it adds a ton of extra weight to the bucket – or more precisely, 9 tons for the wear plate package for this particular bucket.
Welding the flat wear plates to the curved surface of the bucket creates some additional problems. The plates are under stress (because they’re being bowed), and sometimes they spring back off during use. This means excavator downtime while the plate is welded back on. Plus, there’s a significant safety issue. A plate springs off with substantial force. This has the potential to injure workers.
To perform laser cladding, APEX ETG mounted the bucket on a large robotic platform. This allowed the laser beam to move continuously and cover the entire surface with cladding. This took much less time than a typical repair using welding.
The entire amount of cladding material applied to the bucket weighed 450 kg. This means that with every single scoop, the excavator can pick up an extra 8.5 tons compared to a bucket covered with wear plates. This makes the equipment more efficient and cuts fuel costs significantly.
The cladding applied with the direct-diode system doesn’t compromise on quality, either. Quite the opposite. The bucket hard faced at APEX ETG already has 5,000 operational hours on it, and there has been no effect on the laser clad surface. Plus, there’s no safety concern with laser cladding because the new surface won’t spring off.
“This job is an extreme example,” notes Rhind. “It’s quite possibly the largest part ever clad. And it would just be utterly impossible to get this same level of results with any other technology. So, it highlights the extraordinary capabilities of a high-power, direct-diode laser to bring the benefits of cladding to the very large parts that are common in construction, oil and gas, mining, and other heavy industries .”
“But, APEX ETG’s laser cladding capabilities cater to applications of all sizes and geometries. This enables us to service the needs of a wide range of industries within Western Australia. It is thanks to our strong relationship with Coherent that we can bring this technology into the market.”

Figure 1. Laser cladding Is a highly effective method for repairing worn metal parts.
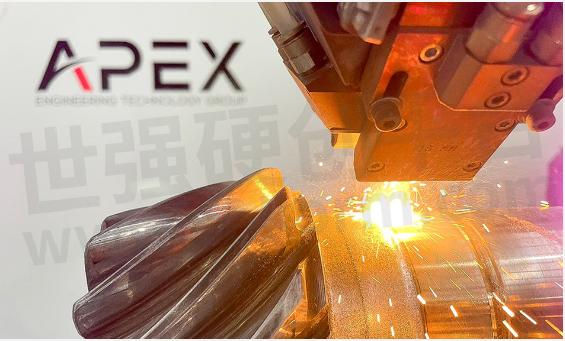
Figure 2. Cladding with a Coherent HighLight DD series laser, which produces a free space beam that can readily be formed into a long line, enables coverage of large areas in a timeframe that makes economic sense.

Figure 3. Reconditioning hydraulic cylinders for mining companies is a part of the ongoing business at APEX.
WHAT IS LASER CLADDING
Cladding is an additive manufacturing process used in a variety of industries for improving the surface properties of a part, or to resurface a component that has become worn through use. Cladding involves the creation of a new surface layer on a substrate having a different composition than the base material.
There are several different techniques for performing cladding, each with its specific characteristics in terms of the materials employed, the quality of the clad layer, and various practical issues, including throughput speed, process compatibility, and cost.
Some methods involve some form of arc welding, such as gas tungsten arc welding (GTAW), plasma arc welding (PAW), plasma transferred arc (PTA), gas metal arc welding (GMAW), submerged arc welding (SAW), or several others.
In all these processes, an arc melts the surface of the base material. The cladding material is then introduced in either wire or powder form and is also melted by the arc. It mixes with the molten part surface and then resolidifies to form the clad layer.
Another approach is thermal spraying. Here, the powdered clad material is melted by a flame or electricity and then sprayed onto the workpiece. The workpiece is only heated to <200℃. The four most common types of thermal spraying are flame spraying, arc spraying, plasma spraying, and high-velocity oxyfuel (HVOF).
Laser cladding is similar to arc welding methods. The laser melts both the substrate surface and the clad material, which can be in wire, strip, or powder form.
However, laser cladding offers significant advantages over all these other techniques. Like welding methods, the laser clad layers make a true metallurgical bond with the substrate. This means an extremely durable cladding layer, that won’t chip or delaminate, and which provides superb wear and corrosion resistance. This isn’t the case with thermal spraying methods.
However, unlike arc welding, the laser doesn’t significantly heat the bulk of the part. This avoids thermally induced part distortion and the need for post-processing steps to correct for it. The heating that occurs during arc welding can also cause volatile alloying elements to evaporate and may cause case hardening in some materials.
- +1 Like
- Add to Favorites
Recommend
- Coherent Introduces New HighLight FL-Arm Fiber Lasers for Increased Welding Process Stability Over Large Working Areas for EV Applications
- Coherent Showcased Portfolio Of Patented Solutions For High-performance Joining Applications At Trade Shows
- Coherent High-Power Diode Laser System, Bringing Laser Cladding to Indonesia
- Coherent Introduces New Ph20 Smartweld+ Laser Processing Heads for Precision Welding at High Speeds in EV Applications
- Coherent SmartWeld+ Processing Head Fills the Gaps in Production Welding
- Coherent Introduces New HIGHmotion 2D Laser Processing Head Optimized for Deep Copper Welds Over Wide Working Areas in EV Applications
- Coherent Introduces Diffractive Optical Elements for High-Power Industrial Lasers
- Coherent Announces Advanced Industry 4.0 Integration of Laser Welding Head Vision System Enabling A Revolution in Ev Battery and Motor Manufacturing
This document is provided by Sekorm Platform for VIP exclusive service. The copyright is owned by Sekorm. Without authorization, any medias, websites or individual are not allowed to reprint. When authorizing the reprint, the link of www.sekorm.com must be indicated.
Integrated Circuits











































































































































































































































































































































Discrete Components



























































































































































































Connectors & Structural Components





























































Assembly UnitModules & Accessories
















































































































Power Supplies & Power Modules






Electronic Materials





































































Instrumentation & Test Kit









































Electrical Tools & Materials





Mechatronics










Processing & Customization






















































